Conveyor system

A conveyor system is a common piece of mechanical handling equipment that moves materials from one location to another. Conveyors are especially useful in applications involving the transportation of heavy or bulky materials. Conveyor systems allow quick and efficient transportation for a wide variety of materials, which make them very popular in the material handling and packaging industries. Many kinds of conveying systems are available, and are used according to the various needs of different industries. There are chain conveyors (floor and overhead) as well. Chain conveyors consist of enclosed tracks, I-Beam, towline, power & free, and hand pushed trolleys.
Industries that use conveyor systems


Conveyor systems are used widespread across a range of industries due to the numerous benefits they provide.
- Conveyors are able to safely transport materials from one level to another, which when done by human labor would be strenuous and expensive.
- They can be installed almost anywhere, and are much safer than using a forklift or other machine to move materials.
- They can move loads of all shapes, sizes and weights. Also, many have advanced safety features that help prevent accidents.
- There are a variety of options available for running conveying systems, including the hydraulic, mechanical and fully automated systems, which are equipped to fit individual needs.
Conveyor systems are commonly used in many industries, including the automotive, agricultural, computer, electronic, food processing, aerospace, pharmaceutical, chemical, bottling and canning, print finishing and packaging. Although a wide variety of materials can be conveyed, some of the most common include food items such as beans and nuts, bottles and cans, automotive components, scrap metal, pills and powders, wood and furniture and grain and animal feed. Many factors are important in the accurate selection of a conveyor system. It is important to know how the conveyor system will be used beforehand. Some individual areas that are helpful to consider are the required conveyor operations, such as transportation, accumulation and sorting, the material sizes, weights and shapes and where the loading and pickup points need to be.
Care and maintenance of conveyor systems
A conveyor system is often the lifeline to a company’s ability to effectively move its product in a timely fashion. The steps that a company can take to ensure that it performs at peak capacity, include regular inspections and system audits, close monitoring of motors and reducers, keeping key parts in stock, and proper training of personnel.
Increasing the service life of your conveyor system involves: choosing the right conveyor type, the right system design and paying attention to regular maintenance practices.
A conveyor system that is designed properly will last a long time with proper maintenance. Here are six of the biggest problems to watch for in overhead type conveyor systems including I-beam monorails, enclosed track conveyors and power and free conveyors. Overhead conveyor systems have been used in numerous applications from shop displays, assembly lines to paint finishing plants and more.[1]
Poor take-up adjustment: This is a simple adjustment on most systems yet it is often overlooked. The chain take-up device ensures that the chain is pulled tight as it leaves the drive unit. As wear occurs and the chain lengthens, the take-up extends under the force of its springs. As they extend, the spring force becomes less and the take-up has less effect. Simply compress the take-up springs and your problem goes away. Failure to do this can result in chain surging, jamming, and extreme wear on the track and chain. Take-up adjustment is also important for any conveyor using belts as a means to power rollers, or belts themselves being the mover. With poor-take up on belt-driven rollers, the belt may twist into the drive unit and cause damage, or at the least a noticeable decrease or complete loss of performance may occur. In the case of belt conveyors, a poor take-up may cause drive unit damage or may let the belt slip off of the side of the chassis.
Lack of lubrication: Chain bearings require lubrication in order to reduce friction. The chain pull that the drive experiences can double if the bearings are not lubricated. This can cause the system to overload by either its mechanical or electrical overload protection. On conveyors that go through hot ovens, lubricators can be left on constantly or set to turn on every few cycles.
Contamination: Paint, powder, acid or alkaline fluids, abrasives, glass bead, steel shot, etc. can all lead to rapid deterioration of track and chain. Ask any bearing company about the leading cause of bearing failure and they will point to contamination. Once a foreign substance lands on the raceway of a bearing or on the track, pitting of the surface will occur, and once the surface is compromised, wear will accelerate. Building shrouds around your conveyors can help prevent the ingress of contaminants. Or, pressurize the contained area using a simple fan and duct arrangement. Contamination can also apply to belts (causing slippage, or in the case of some materials premature wear), and of the motors themselves. Since the motors can generate a considerable amount of heat, keeping the surface clean is an almost-free maintenance procedure that can keep heat from getting trapped by dust and grime, which may lead to motor burnout.
Product Handling: In conveyor systems that may be suited for a wide variety of products, such as those in distribution centers, it is important that each new product be deemed acceptable for conveying before being run through the materials handling equipment. Boxes that are too small, too large, too heavy, too light, or too awkwardly shaped may not convey, or may cause many problems including jams, excess wear on conveying equipment, motor overloads, belt breakage, or other damage, and may also consume extra man-hours in terms of picking up cases that slipped between rollers, or damaged product that was not meant for materials handling. If a product such as this manages to make it through most of the system, the sortation system will most likely be the affected, causing jams and failing to properly place items where they are assigned. It should also be noted that any and all cartons handled on any conveyor should be in good shape or spills, jams, downtime, and possible accidents and injuries may result.
Drive Train: Notwithstanding the above, involving take-up adjustment, other parts of the drive train should be kept in proper shape. Broken O-rings on a Lineshaft, pneumatic parts in disrepair, and motor reducers should also be inspected. Loss of power to even one or a few rollers on a conveyor can mean the difference between effective and timely delivery, and repetitive nuances that can continually cost downtime.
Bad Belt Tracking or Timing: In a system that uses precisely controlled belts, such as a sorter system, regular inspections should be made that all belts are traveling at the proper speeds at all times. While usually a computer controls this with Pulse Position Indicators, any belt not controlled must be monitored to ensure accuracy and reduce the likelihood of problems. Timing is also important for any equipment that is instructed to precisely meter out items, such as a merge where one box pulls from all lines at one time. If one were to be mistimed, product would collide and disrupt operation. Timing is also important wherever a conveyor must "keep track" of where a box is, or improper operation will result.
Since a conveyor system is a critical link in a company's ability to move its products in a timely fashion, any disruption of its operation can be costly. Most downtime can be avoided by taking steps to ensure a system operates at peak performance, including regular inspections, close monitoring of motors and reducers, keeping key parts in stock, and proper training of personnel.
Impact & Wear-Resistant Materials Used in Conveyor Systems
Conveyor systems require materials suited to the displacement of heavy loads and the wear-resistance to hold-up over time without seizing due to deformation. In cases, where static control is a factor, special materials designed to either dissipate or conduct electrical charges. Example of conveyor handling materials include UHMW, Nylon, Nylatron NSM, HDPE, Tivar, Tivar ESd, and Polyurethane
Growth of conveyor systems in various industries
As far as growth is concerned the material handling and conveyor system makers are getting utmost exposure in the industries like automotive, pharmaceutical, packaging and different production plants. The portable conveyors are likewise growing fast in the construction sector and by the year 2014 the purchase rate for conveyor systems in North America, Europe and Asia is likely to grow even further. Mostly purchased conveyor equipments are Line shaft roller conveyor, chain conveyors and conveyor belts at packaging factories and industrial plants where usually product finishing and monitoring are carried. Commercial and civil sectors are increasingly implementing conveyors at airports, shopping malls, etc. The increasing construction of malls and airports around world shows positive scope and growth for manufacturers of conveyor belts
Types of conveyor systems


- Gravity conveyor
- Gravity skatewheel conveyor
- Belt conveyor
- Wire mesh conveyors
- Plastic belt conveyors
- Bucket conveyors
- Flexible conveyors
- Vertical conveyors
- Spiral conveyors
- Vibrating conveyors
- Pneumatic conveyors
- Electric track vehicle systems
- Belt driven live roller conveyors
- Lineshaft roller conveyor
- Chain conveyor
- Screw conveyor or auger conveyor
- Chain driven live roller conveyor
- Overhead I-beam conveyors
- Dust proof conveyors
- Pharmaceutical conveyors
- Automotive conveyors
- Overland conveyor
- Drag Conveyor
Pneumatic conveyor systems
Every pneumatic system makes use of pipes or ducts called transportation lines that carry a mixture of materials and a stream of air. These materials are such as dry pulverized or free flowing or light powdery materials like cement, fly ash etc. These materials can be transported conveniently to various destinations by means of a stream of high velocity air through pipe lines. Products are moved through various tubes via air pressure, allowing for extra vertical versatility. Pneumatic conveyors are either carrier systems or dilute-phase systems; carrier systems simply push items from one entry point to one exit point, such as the money-exchanging pneumatic tubes used at a bank drive-through window. Dilute-phase systems use push-pull pressure to guide materials through various entry and/or exit points. It is important to note that either air compressors, vacuums, or blowers can be used to generate the air flow. This will all depend on what the engineers think will be the most efficient and economical way of developing the system. Three basic systems that are used to generate high velocity air stream:
- Suction or vacuum systems, utilizing a vacuum created in the pipeline to draw the material with the surrounding air.The system operated at a low pressure, which is practically 0.4–0.5 atm below atmosphere, and is utilized mainly in conveying light free flowing materials.
- Pressure-type systems, in which a positive pressure is used to push material from one point to the next. The system is ideal for conveying material from one loading point to a number of unloading points. It operates at a pressure of 6 atm and upwards.
- Combination systems, in which a suction system is used to convey material from a number of loading points and a pressure system is employed to deliver it to a number of unloading points.
Vibrating conveyor systems
A Vibrating Conveyor is a machine with a solid conveying surface which is turned up on the side to form a trough. They are used extensively in food grade applications where sanitation, washdown, and low maintenance are essential. Vibrating conveyors are also suitable for harsh, very hot, dirty, or corrosive environments. They can be used to convey newly cast metal parts which may reach upwards of 1,500 °F (820 °C). Due to the fixed nature of the conveying pans vibrating conveyors can also perform tasks such as sorting, screening, classifying and orienting parts. Vibrating conveyors have been built to convey material at angles exceeding 45° from horizontal using special pan shapes. Flat pans will convey most materials at a 5° Incline from horizontal line.
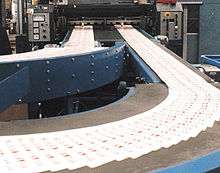
Flexible conveyor systems
The flexible conveyor is based on a conveyor beam in aluminium or stainless steel, with low friction slide rails guiding a plastic multi-flexing chain. Products to be conveyed travel directly on the conveyor, or on pallets/carriers. These conveyors can be worked around obstacles and keep production lines flowing. They are made at varying levels and can work in multiple environments. They are used in food packaging, case packing, and pharmaceutical industries but also in retail stores such as Wal-Mart and Kmart.
Vertical conveyor systems and spiral conveyors
Vertical conveyor - also commonly referred to as freight lifts and material lifts - are conveyor systems used to raise or lower materials to different levels of a facility during the handling process. Examples of these conveyors applied in the industrial assembly process include transporting materials to different floors. While similar in look to freight elevators, vertical conveyors are not equipped to transport people, only materials.
Vertical lift conveyors contain two adjacent, parallel conveyors for simultaneous upward movement of adjacent surfaces of the parallel conveyors. One of the conveyors normally has spaced apart flites for transporting bulk food items. The dual conveyors rotate in opposite directions, but are operated from one gear box to insure equal belt speed. One of the conveyors is pivotally hinged to the other conveyor for swinging the pivotally attached conveyor away from the remaining conveyor for access to the facing surfaces of the parallel conveyors.[2] Vertical lift conveyors can be manually or automatically loaded and controlled.[3] Almost all vertical conveyors can be systematically integrated with horizontal conveyors, since both of these conveyor systems work in tandem to create a cohesive material handling assembly line.
In similarity to vertical conveyors, spiral conveyors raise and lower materials to different levels of a facility. In contrast, spiral conveyors are able to transport material loads in a continuous flow. Industries that require a higher output of materials - food and beverage, retail case packaging, pharmaceuticals - typically incorporate these conveyors into their systems over standard vertical conveyors due to their ability to facilitate high throughput. Most spiral conveyors also have a lower angle of incline or decline (11 degrees or less) to prevent sliding and tumbling during operation.
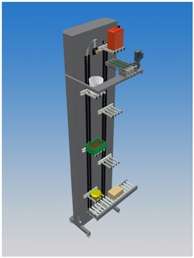
Just like spiral conveyors also a vertical conveyor that use forks are able to transport material loads in a continuous flow. With these forks the load can be taken from one horizontal conveyor and put down on another horizontal conveyor on a different level. By adding more forks more products can be lifted at the same time. Conventional vertical conveyors have the restriction that the input and output of material loads must have the same direction. By using forks many combinations of different input- and outputlevels in different directions are possible. A vertical conveyor with forks can even be used as a vertical sorter. Compared to a spiral conveyor a vertical conveyor - with or without forks - takes up less space.
Heavy duty rear conveyors
Heavy Duty roller conveyors are used for moving items that are at least 500 lbs (226.8 kg). This type of conveyor makes the handling of such heavy equipment/products easier and more time effective. Many of the heavy duty roller conveyors can move as fast as 75 feet/minute (22.86 m/min).
Other types of heavy duty roller conveyors are gravity roller conveyor, chain driven live roller conveyor, pallet accumulation conveyor, multi-strand chain conveyor, and chain & roller transfers.
Gravity roller conveyors are extremely easy to use and are used in many different types of industries such as automotive and retail.
Chain driven live roller conveyors are used for single or bi-directional material handling. Large heavy loads are moved by chain driven live roller conveyors.
Pallet accumulation conveyors are powered through a mechanical clutch. This is used instead of individually powered and controlled sections of conveyors.
Multi-strand chain conveyors are used for double pitch roller chains. Products that can not be moved on traditional roller conveyors can be moved by a multi-strand chain conveyor.
Chain & roller conveyors are short runs of two or more strands of double pitch chain conveyor built into a chain driven line roller conveyor. These pop up under the load and move the load off of the conveyor.
See also
References
- ↑ Ltd, Midland Handling Equipment. "Overhead Conveyors and Material Handling - Midland Handing". Midland Handing. Retrieved 2016-08-23.
- ↑ "Vertical Lift Conveyors". Freepatentsonline.com. Retrieved 2013-03-27.
- ↑ "Conveyors". Mhia.org. 2005-07-16. Retrieved 2013-03-27.
M.Marcu-Pipeline Conveyors(theory,photos,state of the art 1990-Pneumatic Pipeline conveyors with wheeled containers) at page 45 in: "Material handling in pyrometallurgy: proceedings of the International Symposium on Materials Handling in Pyrometallurgy, Hamilton, Ontario, August 26-30, 1990-Pergamon press"